You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Wagon Progress
- Thread starter MP&C
- Start date
MP&C
Member
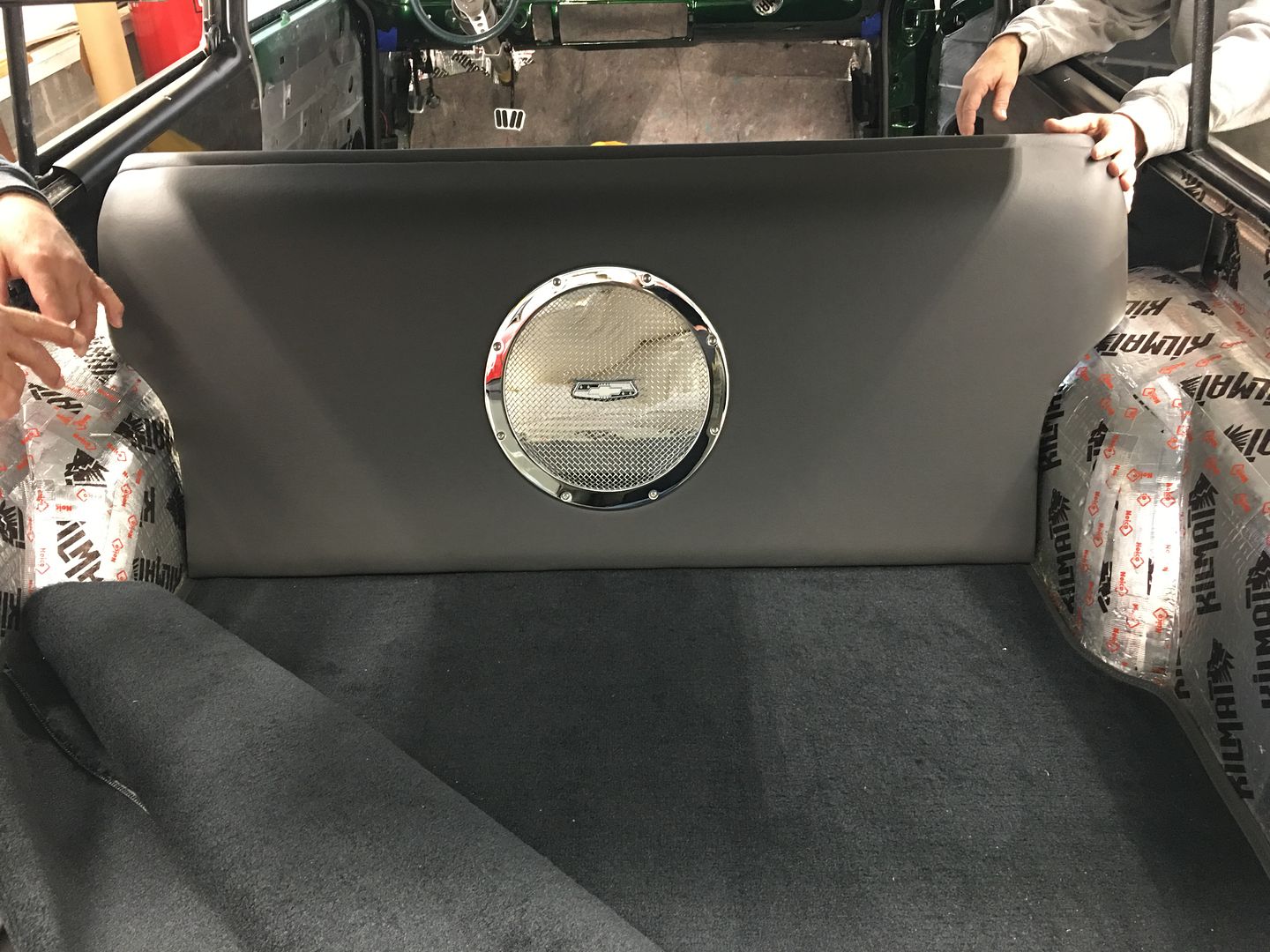
Wagon update, we stopped by Norris Upholstery on Saturday to check on the progress and go over some door panel design ideas. Getting closer!







Back in the shop, Mike and I got the assembly line action going on the hidden bumper brackets. These weld to the back side of the bumpers for hidden fastening and the slot allows for slight adjustment side to side. This idea was shared with me by Laszlo Nobi.





Back in the shop, Mike and I got the assembly line action going on the hidden bumper brackets. These weld to the back side of the bumpers for hidden fastening and the slot allows for slight adjustment side to side. This idea was shared with me by Laszlo Nobi.
'68 Coronet R/T
Oldtimer
Looking great. Can't wait to see this thing completed. It's a true work of art.
MP&C
Member
Thanks!!
Busy weekend, Norris Upholstery is in the process of getting the door panels done..

We plan on using the original stainless that was used on the door panels but some of the factory "nails" that get folded over were very fatigued and in some cases, gone..

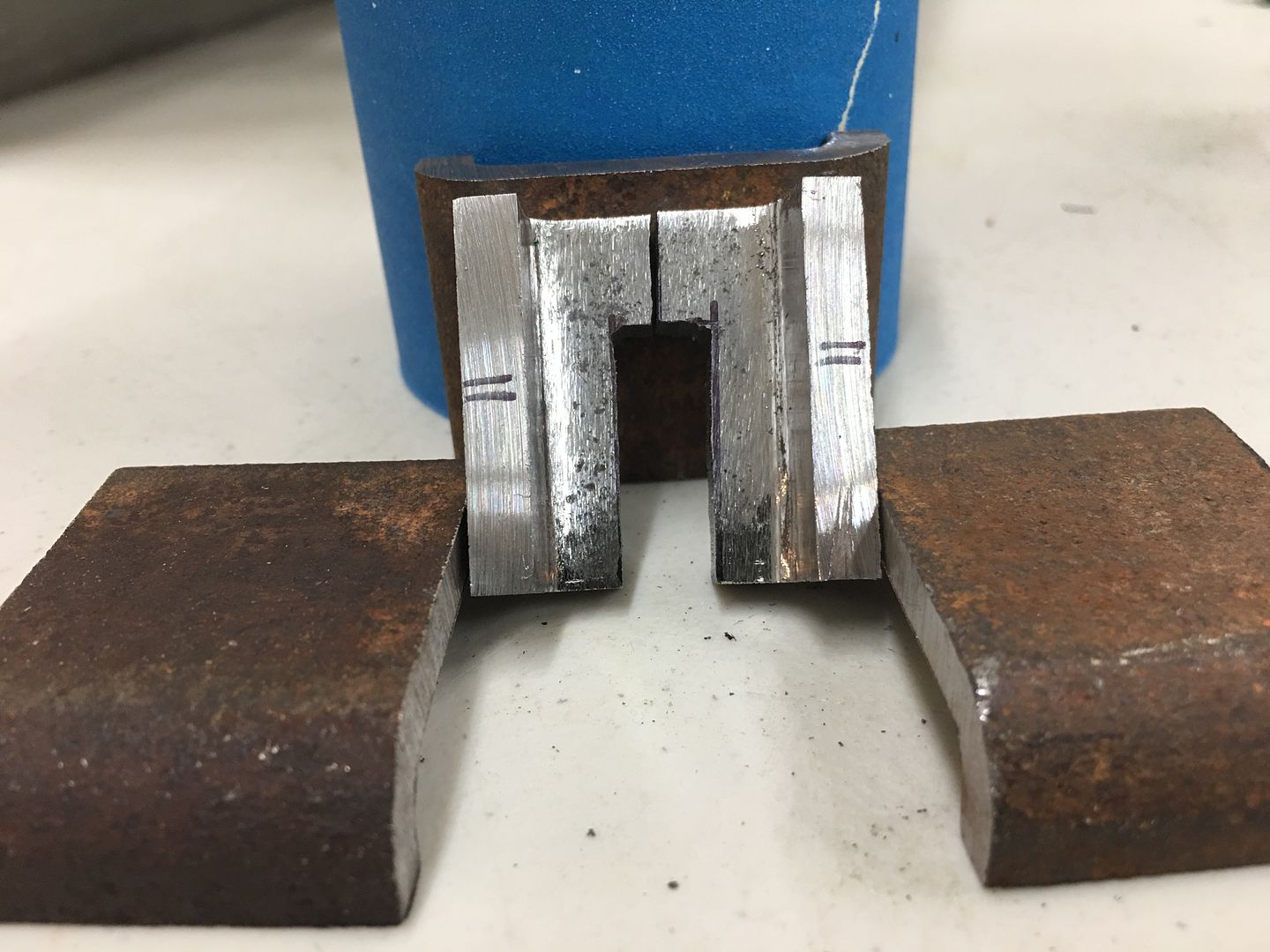
To try and fix these we needed a machine that would weld on new nails, which were originally .06 diameter. Using a dent puller stud welder would require resistance welding, which means heat generated. Not good. We have a local sign shop, A&A MetalWorks, that has a Capacitive Discharge stud welder that does not produce the same type of heat.. He did not have the small studs needed so I picked up some of the type that fits the dent puller. Since a collet was needed, Allen dropped off one of his larger collets and Mike became more fluent on a worn out South Bend this weekend, making a collet so we could do a trial run... Here's a collet for a 1/4-20 stud, our sample...

Mike in action....


Our fabricated collet, borrowing some parts from the sample...

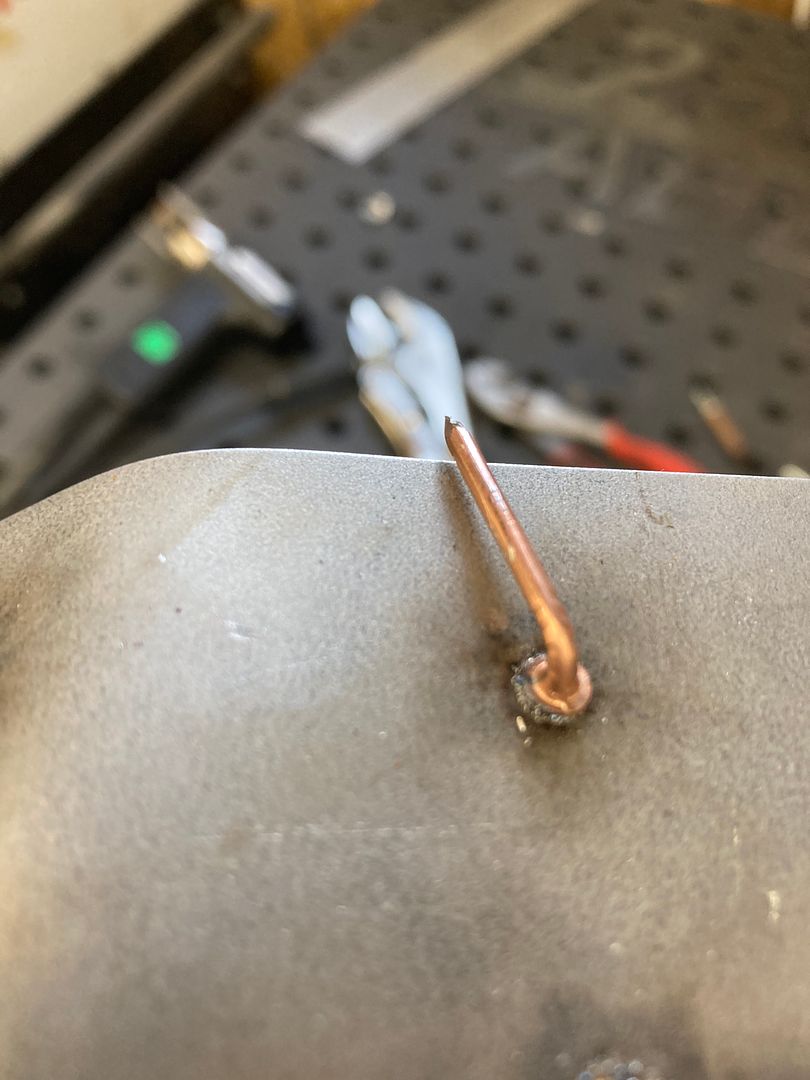
Testing out the welder, we did have to reshape the ends of the studs to have a point, much like the 1/4-20 sample above, but here are the results.. As you can see there is no appreciable heat introduced into the panel, no heat mark, no distortion. A stress test performed using pliers showed the metal would pull inward and the stud still did not release..


Welder in action:
With our trial run complete and deemed a success, Allen is ordering some 14 gauge pins to fit his machine so we won't need to modify them. The size goes up about .01, from .06 to .074, but they seemed plenty malleable to bend over for trim retention. I'll add, these CD stud welders work on steel, stainless, or aluminum.
Needing to put a fork in our bumper bolt brackets, the inside slots needed cleanup work and the 12" disc sander seemed ideal for doing such. But some clearance was needed on the machine..




All ready for welding..

Lastly, we visited the last known remaining milk truck from the Leonardtown Dairy. It had been sold to a local waterman, who used its refrigeration capability to store crabs and oysters. Needless to say, it wreaked havoc on what remained of the truck, the lower sides had been patched over with galvanized sheet metal long ago. It did give us enough details to capture what we need for lettering/sign painting the Divco, our next shop project.





Busy weekend, Norris Upholstery is in the process of getting the door panels done..
We plan on using the original stainless that was used on the door panels but some of the factory "nails" that get folded over were very fatigued and in some cases, gone..
To try and fix these we needed a machine that would weld on new nails, which were originally .06 diameter. Using a dent puller stud welder would require resistance welding, which means heat generated. Not good. We have a local sign shop, A&A MetalWorks, that has a Capacitive Discharge stud welder that does not produce the same type of heat.. He did not have the small studs needed so I picked up some of the type that fits the dent puller. Since a collet was needed, Allen dropped off one of his larger collets and Mike became more fluent on a worn out South Bend this weekend, making a collet so we could do a trial run... Here's a collet for a 1/4-20 stud, our sample...
Mike in action....
Our fabricated collet, borrowing some parts from the sample...
Testing out the welder, we did have to reshape the ends of the studs to have a point, much like the 1/4-20 sample above, but here are the results.. As you can see there is no appreciable heat introduced into the panel, no heat mark, no distortion. A stress test performed using pliers showed the metal would pull inward and the stud still did not release..
Welder in action:
With our trial run complete and deemed a success, Allen is ordering some 14 gauge pins to fit his machine so we won't need to modify them. The size goes up about .01, from .06 to .074, but they seemed plenty malleable to bend over for trim retention. I'll add, these CD stud welders work on steel, stainless, or aluminum.
Needing to put a fork in our bumper bolt brackets, the inside slots needed cleanup work and the 12" disc sander seemed ideal for doing such. But some clearance was needed on the machine..
All ready for welding..
Lastly, we visited the last known remaining milk truck from the Leonardtown Dairy. It had been sold to a local waterman, who used its refrigeration capability to store crabs and oysters. Needless to say, it wreaked havoc on what remained of the truck, the lower sides had been patched over with galvanized sheet metal long ago. It did give us enough details to capture what we need for lettering/sign painting the Divco, our next shop project.
MP&C
Member
Time for a wagon update, all of our mounting holes in the bumpers are filled, and the three pieces assembled into one..



We picked up the wagon from upholstery, still needs door panels done so we need to finish stainless trim for them.. Boy that sunlight is like turning on a light switch!!


How our brackets will work....

video explanation of our next modification...
With brackets clamped in place the "weld locations" are found by starting with centerline of the bumper, adjusting to actual offset of the car, and locating the spacing needed.

Jared and I add some tweaks to fine tune ear placement and test our tig welds at the same time..

In the meantime, Mike is doing some cleanup of the door stainless, bumping up dings, filing, and taking to a Trizact 5000 finish. Then we'll get the studs welded on and final polish..


We picked up the wagon from upholstery, still needs door panels done so we need to finish stainless trim for them.. Boy that sunlight is like turning on a light switch!!
How our brackets will work....
video explanation of our next modification...
With brackets clamped in place the "weld locations" are found by starting with centerline of the bumper, adjusting to actual offset of the car, and locating the spacing needed.
Jared and I add some tweaks to fine tune ear placement and test our tig welds at the same time..
In the meantime, Mike is doing some cleanup of the door stainless, bumping up dings, filing, and taking to a Trizact 5000 finish. Then we'll get the studs welded on and final polish..
MP&C
Member
Thanks Guys!
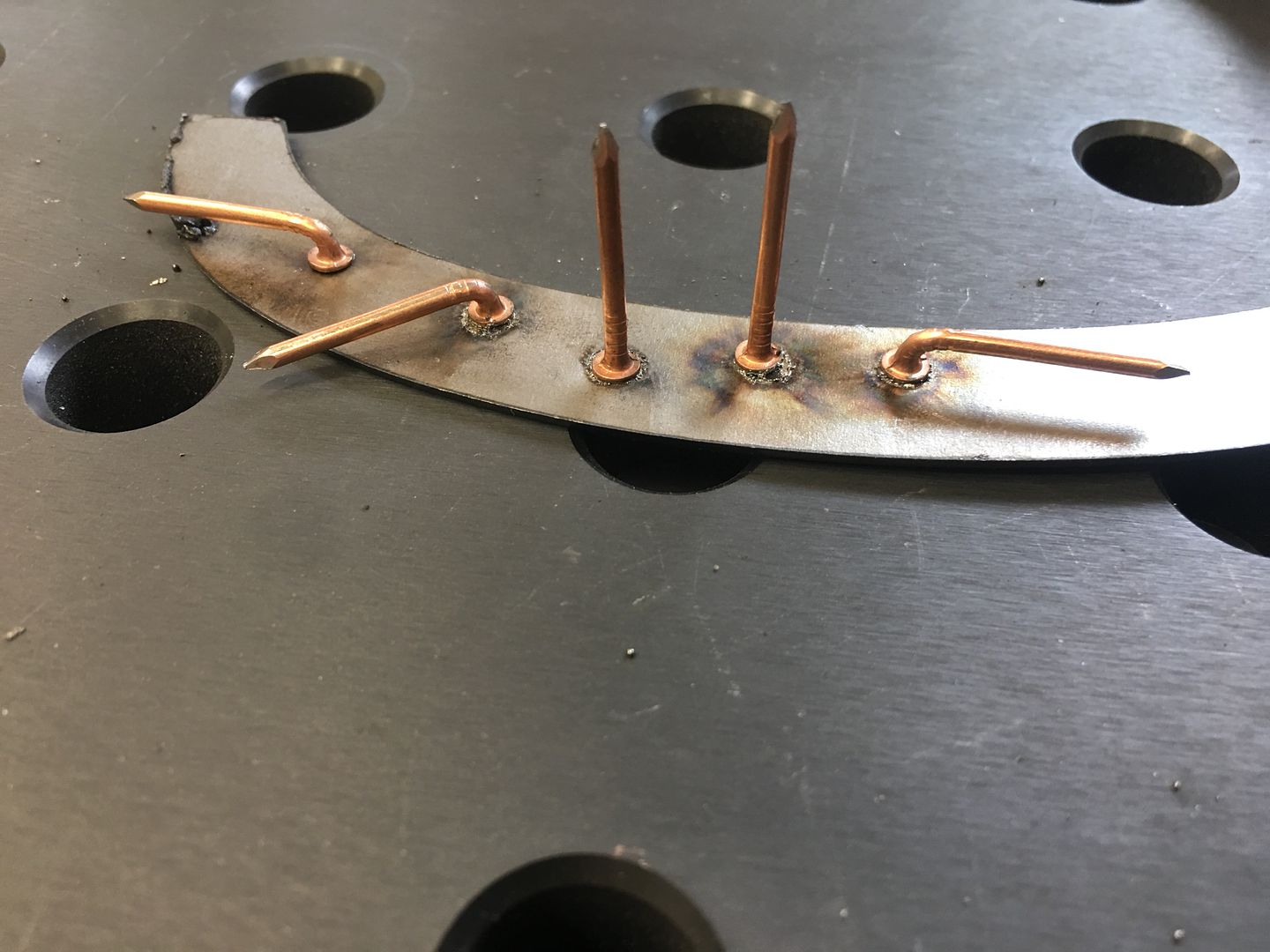
Back to our door panel stainless, the correct studs came in for the CD stud welder, and tests have shown them to provide the solution we need..
These studs have much less mass at the end, for a lesser capacitive charge needed.


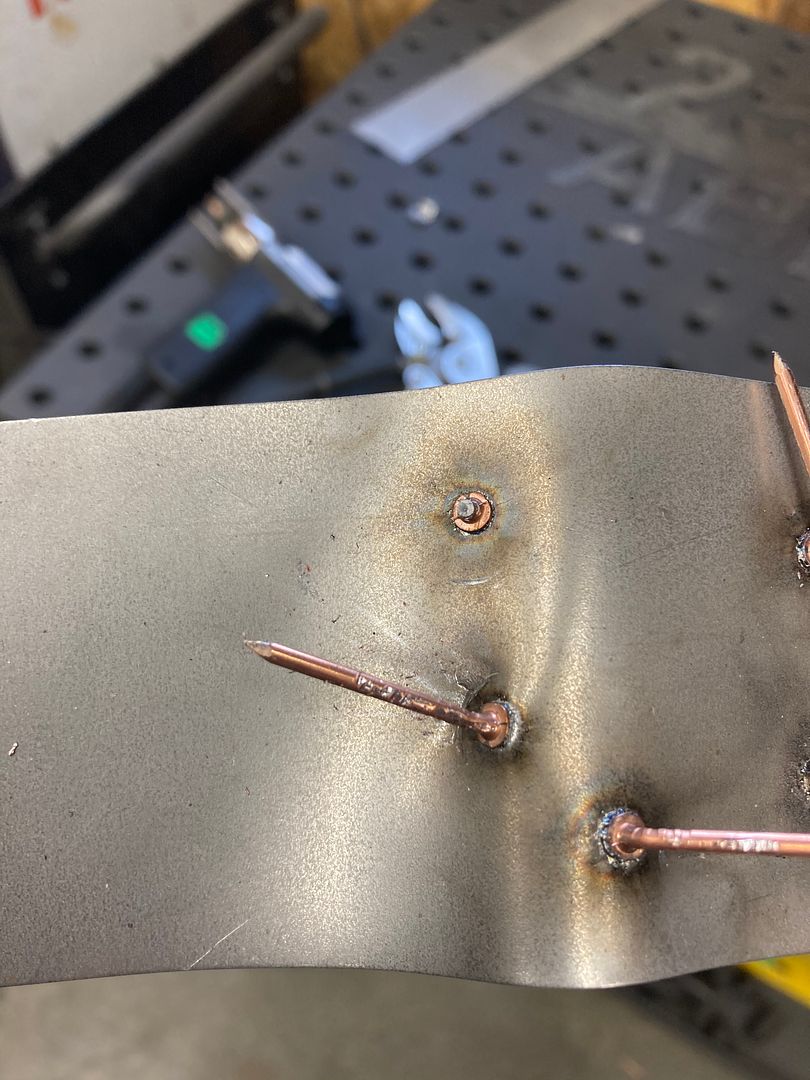
Tested on a piece of 19 gauge steel, note the back side has no discoloration whatsoever. Allen used a pair of Vise grips to give it a twist test to see if the weld would release. Where the one that is cut got too close to the cutters, the others did not release, and in fact distorted the shape of the metal because they held so well. The one pin shows a good 90* bend, which is what will be used to hold the stainless onto the door panel per the same design as original.

And now for the next wrench thrown in our bumper modifications.. Welding causes shrinking, so TIG welding the slotted brackets onto the back side of the bumper invariably causes flat spots on the front side of where the brackets reside.. So some quick work on the South Bend to make a purpose built punch so we can do some metal bumping on the bumper..





….or the motion picture visual....
And after a bit of metal bumping, we have the area down to less than a 1/32 depression, which should be just fine for the copper stage of plating..

Note the minimal gap behind the straightedge. One down, three to go...

Back to our door panel stainless, the correct studs came in for the CD stud welder, and tests have shown them to provide the solution we need..
These studs have much less mass at the end, for a lesser capacitive charge needed.
Tested on a piece of 19 gauge steel, note the back side has no discoloration whatsoever. Allen used a pair of Vise grips to give it a twist test to see if the weld would release. Where the one that is cut got too close to the cutters, the others did not release, and in fact distorted the shape of the metal because they held so well. The one pin shows a good 90* bend, which is what will be used to hold the stainless onto the door panel per the same design as original.
And now for the next wrench thrown in our bumper modifications.. Welding causes shrinking, so TIG welding the slotted brackets onto the back side of the bumper invariably causes flat spots on the front side of where the brackets reside.. So some quick work on the South Bend to make a purpose built punch so we can do some metal bumping on the bumper..
….or the motion picture visual....
And after a bit of metal bumping, we have the area down to less than a 1/32 depression, which should be just fine for the copper stage of plating..
Note the minimal gap behind the straightedge. One down, three to go...
metalman
Oldtimer
I encountered the same issue with welded brackets on a 60's Maserati bumper. I had to remove the brackets to complete a repair and section in a new area. I used lead to take care of that final shallow low spot prior to sending it back to the chrome shop. Didn't get to see the finished product after chrome (never do) but they told me it came out great.
MP&C
Member
In another back up and punt moment, we found some interference with the new bumper brackets and the rear tailpan. In order to tuck things in nice and close, we need to trim a portion of the rear channel in the tail pan. Nothing a pair of tin snips and a file can't resolve. Pay no attention to that green paint. The bare edges will be touched up with SPI epoxy primer..



Our final test fit on the back bumper before chroming:
On to our tail light hidden fuel fill...…
This thing had been giving us fits in intermittent operation, and it hasn't even been exposed to water yet. Looking at the wiring (why can't we keep the colors consistent through?)…..
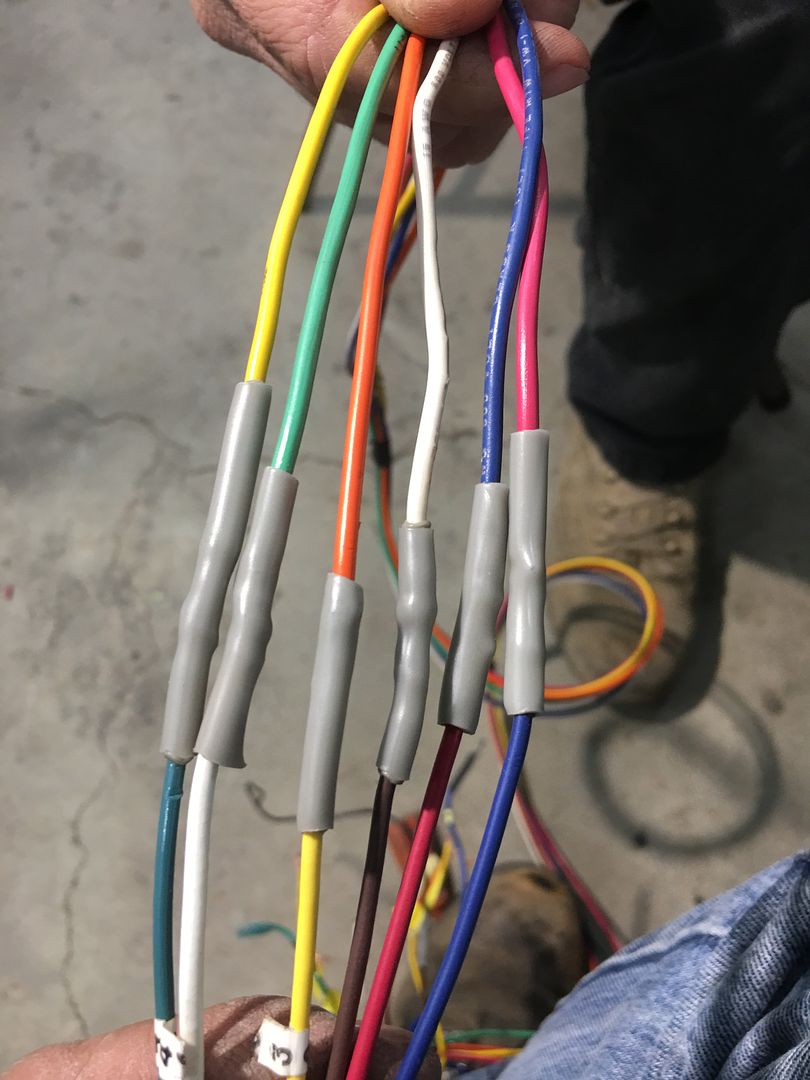
Well this isn't part of the problem... found a couple loose terminals..

So we decided to eliminate the original trailer connector and term board connections and replace with Weather Pack connectors. The relays will be mounted behind the rear seat for a closer proximity to the tail light, and the DPDT toggle switch will be replaced with a DPDT momentary rocker.

On a side note, a recent task for the day job involved some cherry trim boards that were pre-stained and we had difficulty finding a match using Minwax blend-fill pencils. The Number 3, 5, and 6 were all off....
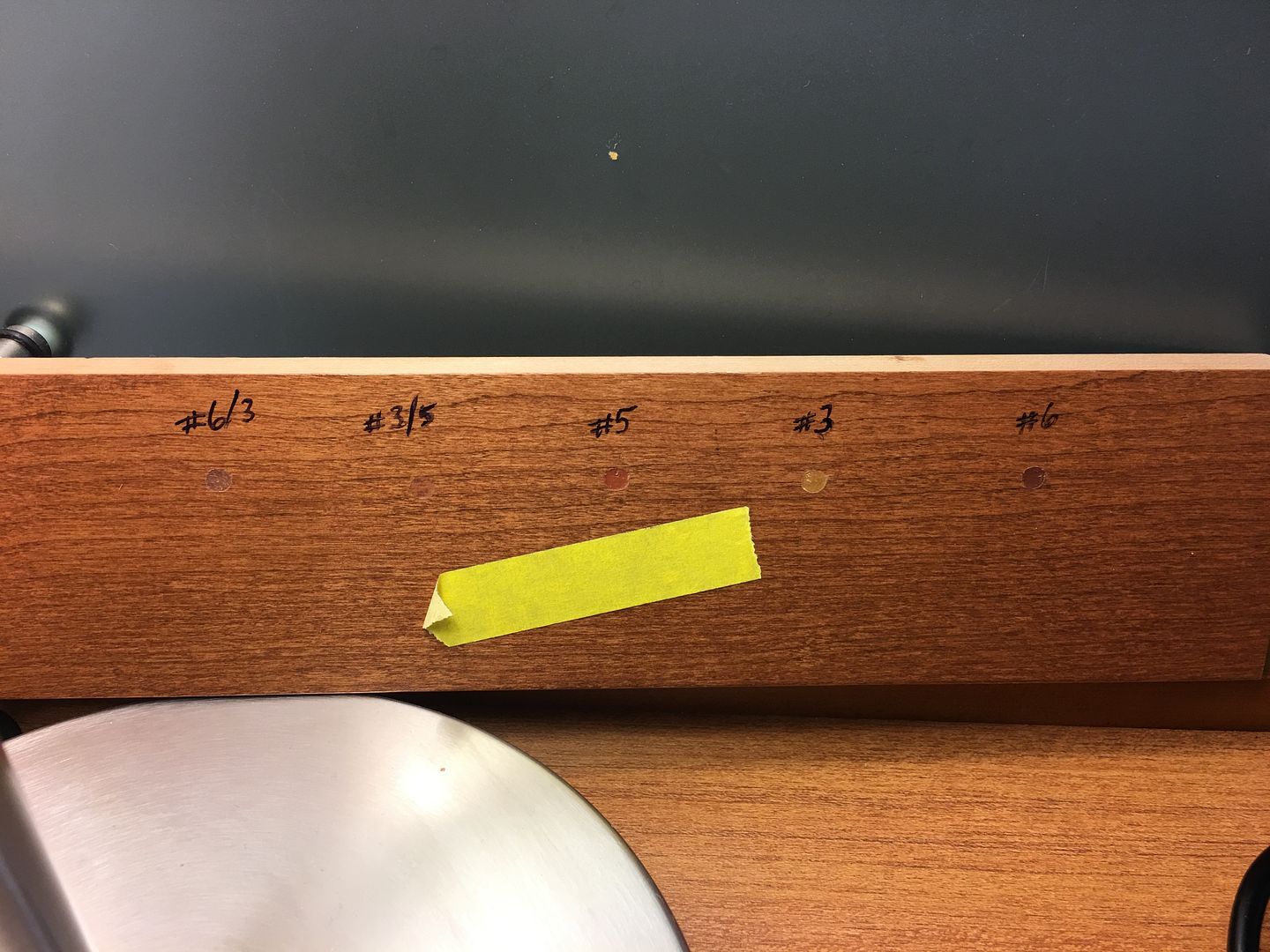
However, kneading the 3 and 5 together showed promise. But how to do that on a larger, less time consuming scale. I will say none of the wife's wax melting pots were harmed in this experiment, but the trim screw holes in stained trim were all but invisible when done. The pencils were unwrapped, cut up into 1" lengths, then melted and mixed together. In case someone else needs to do the same...

Our final test fit on the back bumper before chroming:
On to our tail light hidden fuel fill...…
This thing had been giving us fits in intermittent operation, and it hasn't even been exposed to water yet. Looking at the wiring (why can't we keep the colors consistent through?)…..
Well this isn't part of the problem... found a couple loose terminals..
So we decided to eliminate the original trailer connector and term board connections and replace with Weather Pack connectors. The relays will be mounted behind the rear seat for a closer proximity to the tail light, and the DPDT toggle switch will be replaced with a DPDT momentary rocker.
On a side note, a recent task for the day job involved some cherry trim boards that were pre-stained and we had difficulty finding a match using Minwax blend-fill pencils. The Number 3, 5, and 6 were all off....
However, kneading the 3 and 5 together showed promise. But how to do that on a larger, less time consuming scale. I will say none of the wife's wax melting pots were harmed in this experiment, but the trim screw holes in stained trim were all but invisible when done. The pencils were unwrapped, cut up into 1" lengths, then melted and mixed together. In case someone else needs to do the same...
MP&C
Member
So part of our fitment exercises with the bumpers has been to get them in a little closer to the body for more consistent gaps to the body. The rear bumper had it's challenges with needing to notch out the lower lip of the tailpan.


The front would be no different. The front nose of the frame rails was hitting the rear side of the factory brackets and preventing us from locating the bumper for a good consistent gap..

So some modification was in order so that the frame horn could fit in closer to the rear side of the bumper..

We now have a much better fit..




The front would be no different. The front nose of the frame rails was hitting the rear side of the factory brackets and preventing us from locating the bumper for a good consistent gap..
So some modification was in order so that the frame horn could fit in closer to the rear side of the bumper..
We now have a much better fit..
MP&C
Member
So we've started on our wiring, what can go wrong? First item on the list is the interior lights, we had run the wires before the headliner went in. We had installed a second light just behind the rear seat and the plans were to gang it to the front light by putting two wires into a 12 gauge pin in the weatherpack connector. This should be a 5 minute job.
Only the weatherpack connector would not fit inside the void in the ceiling. Since we don't intend on using butt splices, we had tried installing two wires previously into the w-crimp lamp base contacts as shown:

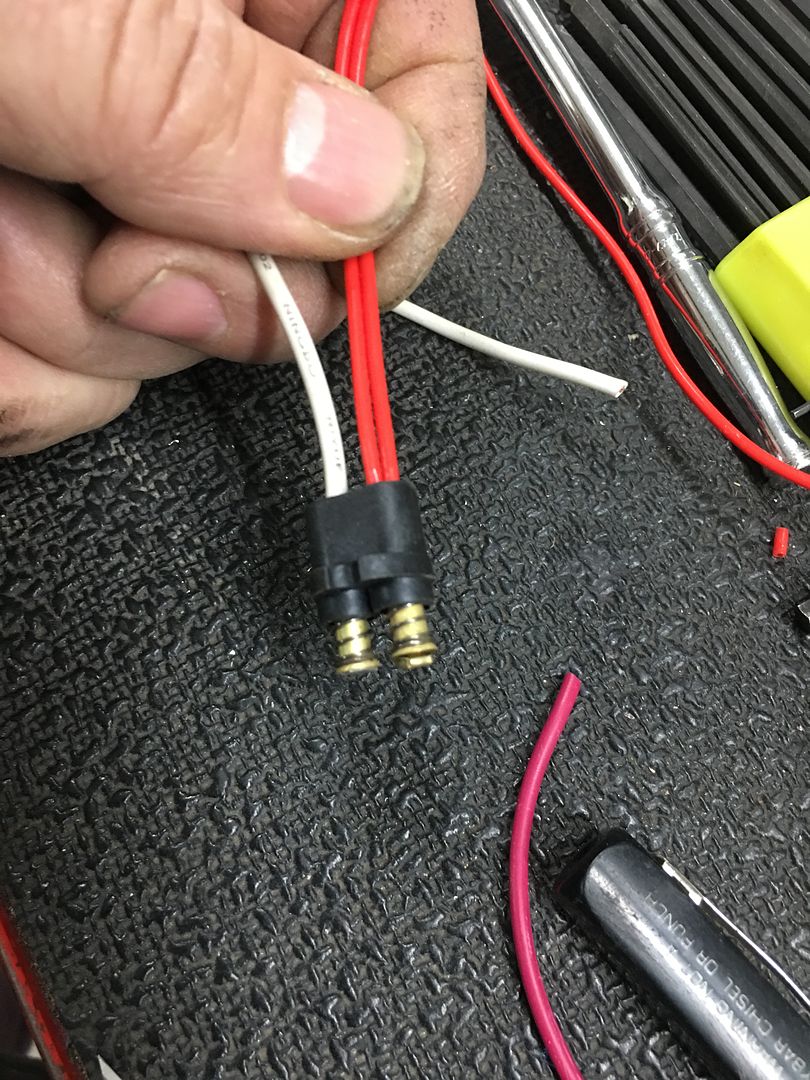
This sample we did using the red Teflon insulation fit inside the brass "tubes" of the lamp base perfectly. But the insulation on AAW wiring is much thicker. Ahhh, the dominoes they do fall. So let's see what we can do to modify the brass tubes to better accept the wiring going in. Our local Ace hardware has a good selection of "model" tubing in aluminum and brass, so with fingers crossed, we picked up the 3/16 size.

The ID measured out to .154, about .010 larger than what the lamp base came with. The outside diameter of the tube was turned down on the lathe to a size that would play nice inside the plastic housing and not bind on the spring.

Some aluminum bar stock was drilled with a tight clearance hole for our new tube, and served as a fixture to swage one end for spring retention. Sorry, missed pictures of some of the details (fire the photographer). The opposite end was swaged after insertion into the housing..


With the tubes now sized for two wires, we got the front light installed. The rear light and its single wires should now be a breeze.


Only the weatherpack connector would not fit inside the void in the ceiling. Since we don't intend on using butt splices, we had tried installing two wires previously into the w-crimp lamp base contacts as shown:
This sample we did using the red Teflon insulation fit inside the brass "tubes" of the lamp base perfectly. But the insulation on AAW wiring is much thicker. Ahhh, the dominoes they do fall. So let's see what we can do to modify the brass tubes to better accept the wiring going in. Our local Ace hardware has a good selection of "model" tubing in aluminum and brass, so with fingers crossed, we picked up the 3/16 size.
The ID measured out to .154, about .010 larger than what the lamp base came with. The outside diameter of the tube was turned down on the lathe to a size that would play nice inside the plastic housing and not bind on the spring.
Some aluminum bar stock was drilled with a tight clearance hole for our new tube, and served as a fixture to swage one end for spring retention. Sorry, missed pictures of some of the details (fire the photographer). The opposite end was swaged after insertion into the housing..
With the tubes now sized for two wires, we got the front light installed. The rear light and its single wires should now be a breeze.
'68 Coronet R/T
Oldtimer
It's amazing how a seemly simple task ends up being much more complicated than expected.
I find this true in restoration work all the time, can't even begin to imagine custom stuff like y'all are doing.
I find this true in restoration work all the time, can't even begin to imagine custom stuff like y'all are doing.
MP&C
Member
Progress from yesterday, while Jared was blocking out some of the window garnish moldings, I worked on the door panel stainless trim to ready them for stud welding. Mike had used the trim repair tool to remove the dings, which were then filed smooth.
The last 65 years had left their mark; we had numerous scratches needing removal as well. We started with 320 grit on the fine pattern palm sander, and progressed our way up to 8000 grit trizact..





This is the final using the 8000 grit, and we'll start the buffing process once the stud welding had been completed..
With the stainless prepped, we turned attention to the window garnishes. They were sprayed with three coats of SPI epoxy.


Today we went to A&A Metalworks in Ridge MD to get the studs welded in place. This sample shows the studs, where three have been folded over to a 90. This is how the factory held them onto the door panels as well. Note the back side shows no heat pattern with the Capacitive Discharge welder.

Welding the studs onto the stainless trim...
Our results...
A test to check the heat the welder introduces into the panel..
This shows these welders make a good choice to use where cases of heat sensitivity may be an issue.
The last 65 years had left their mark; we had numerous scratches needing removal as well. We started with 320 grit on the fine pattern palm sander, and progressed our way up to 8000 grit trizact..
This is the final using the 8000 grit, and we'll start the buffing process once the stud welding had been completed..
With the stainless prepped, we turned attention to the window garnishes. They were sprayed with three coats of SPI epoxy.
Today we went to A&A Metalworks in Ridge MD to get the studs welded in place. This sample shows the studs, where three have been folded over to a 90. This is how the factory held them onto the door panels as well. Note the back side shows no heat pattern with the Capacitive Discharge welder.
Welding the studs onto the stainless trim...
Our results...
A test to check the heat the welder introduces into the panel..
This shows these welders make a good choice to use where cases of heat sensitivity may be an issue.
MP&C
Member
Thanks Crash!
Happy Easter everyone!
Our wagon progress from this weekend, we finished up the interior lights. Here wiring up the rear light. The included pigtails were discarded to eliminate a butt splice, and our newly installed wiring made use of new lamp base contacts (W crimp) from Repair Connector.


The lens used in light fixtures like these are typically plagued over the years by overheating and then cracking, so we opted for a 1004 LED replacement. Should keep things cooler for longer lens life, and brighter!!


Onto more electrical issues, the "hidden fuel door" we had purchased was so intermittent in operation that when we had dropped it off at Absolute Rod & Custom Paint to test fit to the car when they were fine tuning the bodywork, we were second guessing whether we should use it at all.
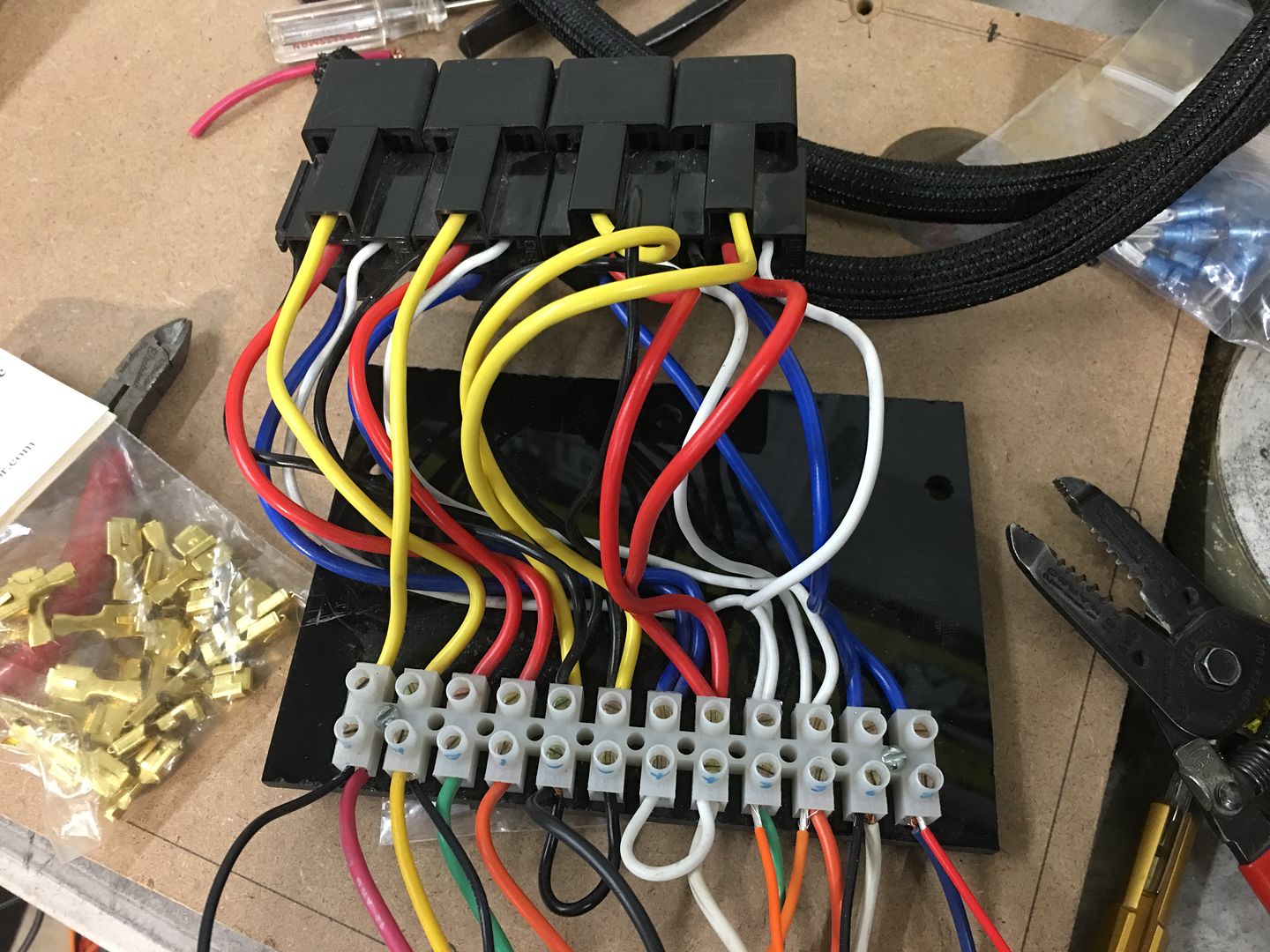
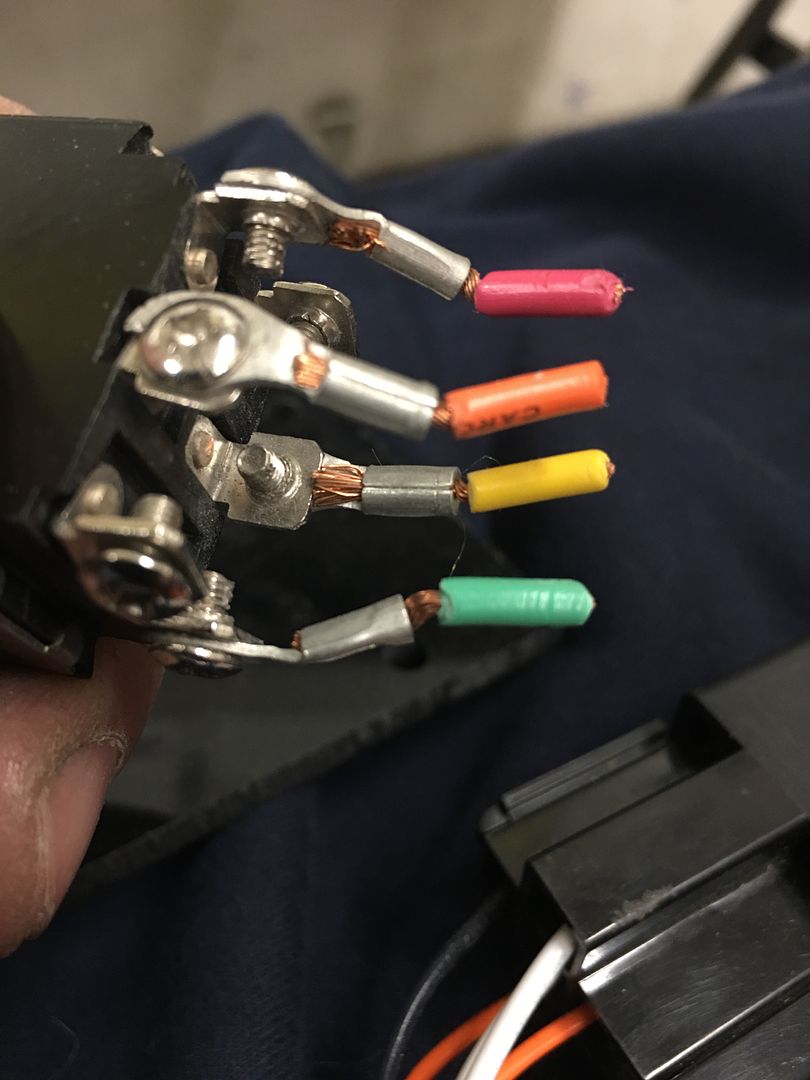
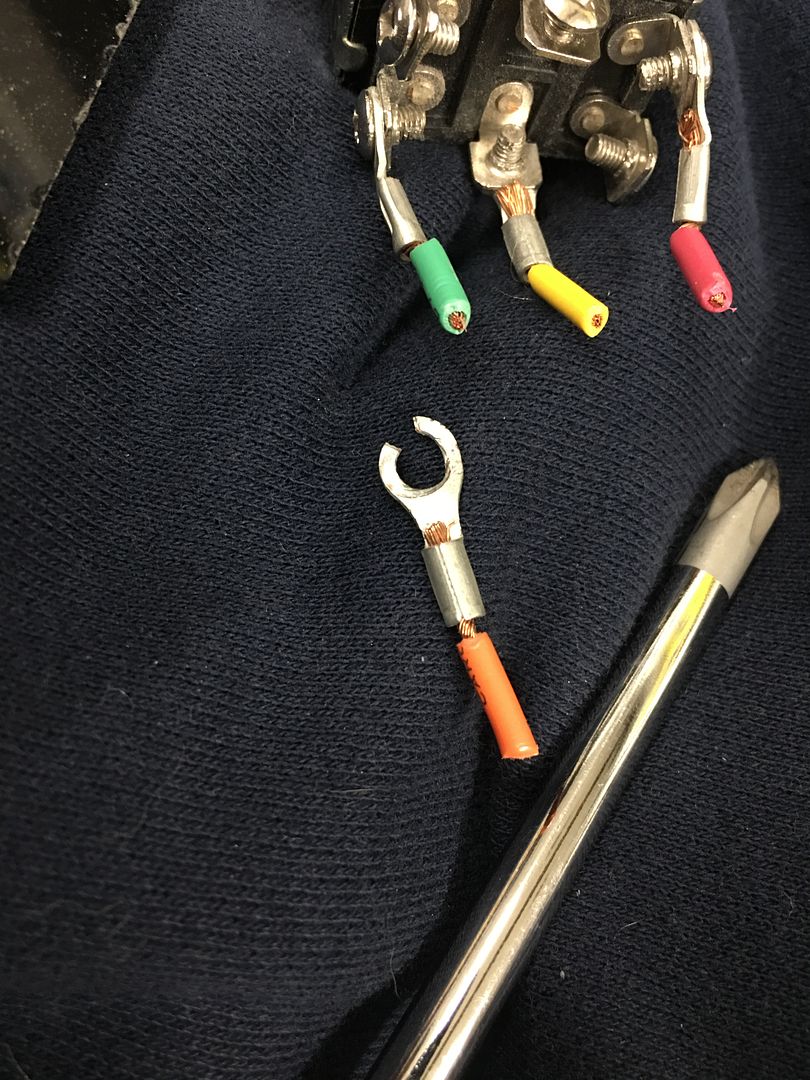
All the harnesses came into a terminal board with wires going to the relays on the opposite side. Some of the terminals had as many as three wires in them, and Mike Flores found about 6 loose wires. Splices didn’t carry the same wire color through, making trouble shooting a bit of a challenge. The toggle switch (which should have been momentary contact but was not) had some home-made fork terminals. This thing was looking more sketchy with everything we looked at next. For a store-bought product intended for an automotive environment, they should find someone more competent in wiring.
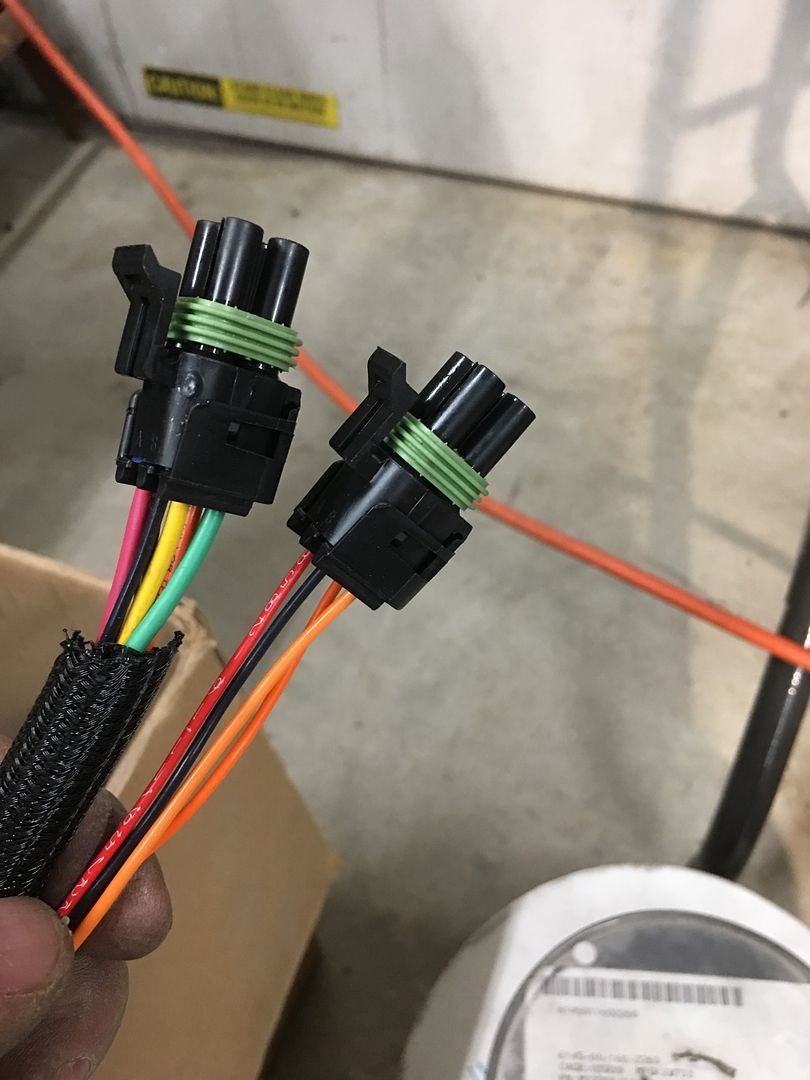
To get rid of the terminal board, we opted for weather pack connectors, one to each of the end terminations (switch, fuel door, power source). We eliminated the triple wires to single terminal by jumpering, making use of two wires in a single pin, and jumpered as required.
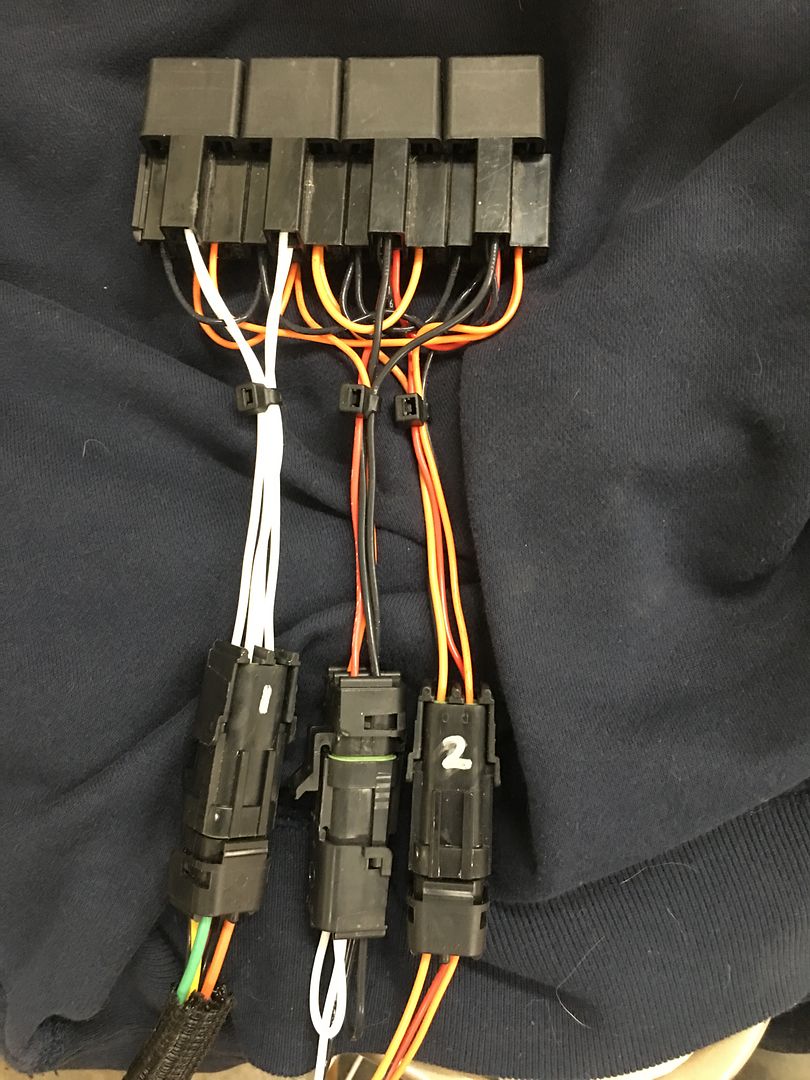
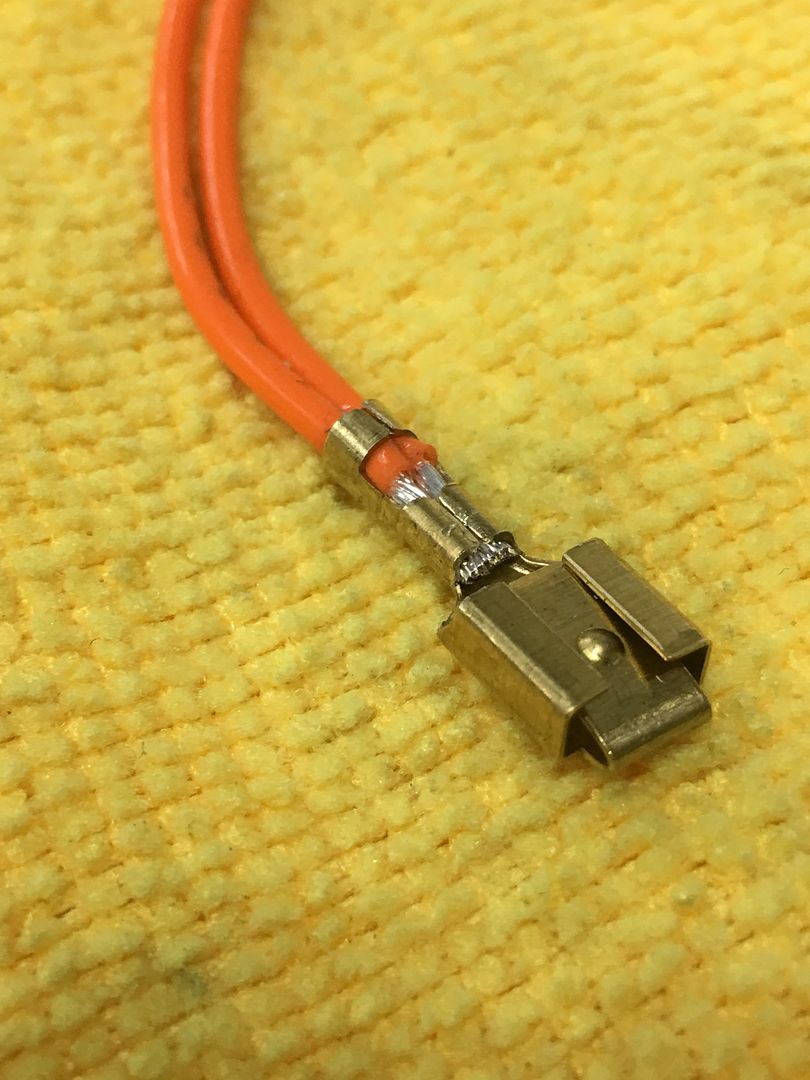
Our new wires going into the relay connectors made use of new Packard 56 style female spade terminals from www.repairconnector.com (more W-crimp) These were also jumpered two wires to a pin where needed.

The toggle switch was replaced by an automotive grade MOMENTARY rocker switch from McMaster. Works flawlessly.

Not pretty, but much improved. The relays will be located behind the rear seat on the sub box, conveniently between all our end points. Just like our speaker grilles, black plastic really doesn't belong in plain view in a 55 Chevy. So our more highly functional rocker switch will be hidden inside the glove box..
Happy Easter everyone!
Our wagon progress from this weekend, we finished up the interior lights. Here wiring up the rear light. The included pigtails were discarded to eliminate a butt splice, and our newly installed wiring made use of new lamp base contacts (W crimp) from Repair Connector.
The lens used in light fixtures like these are typically plagued over the years by overheating and then cracking, so we opted for a 1004 LED replacement. Should keep things cooler for longer lens life, and brighter!!
Onto more electrical issues, the "hidden fuel door" we had purchased was so intermittent in operation that when we had dropped it off at Absolute Rod & Custom Paint to test fit to the car when they were fine tuning the bodywork, we were second guessing whether we should use it at all.
All the harnesses came into a terminal board with wires going to the relays on the opposite side. Some of the terminals had as many as three wires in them, and Mike Flores found about 6 loose wires. Splices didn’t carry the same wire color through, making trouble shooting a bit of a challenge. The toggle switch (which should have been momentary contact but was not) had some home-made fork terminals. This thing was looking more sketchy with everything we looked at next. For a store-bought product intended for an automotive environment, they should find someone more competent in wiring.
To get rid of the terminal board, we opted for weather pack connectors, one to each of the end terminations (switch, fuel door, power source). We eliminated the triple wires to single terminal by jumpering, making use of two wires in a single pin, and jumpered as required.
Our new wires going into the relay connectors made use of new Packard 56 style female spade terminals from www.repairconnector.com (more W-crimp) These were also jumpered two wires to a pin where needed.
The toggle switch was replaced by an automotive grade MOMENTARY rocker switch from McMaster. Works flawlessly.
Not pretty, but much improved. The relays will be located behind the rear seat on the sub box, conveniently between all our end points. Just like our speaker grilles, black plastic really doesn't belong in plain view in a 55 Chevy. So our more highly functional rocker switch will be hidden inside the glove box..













MP&C
Member
The following weekend we ventured to Moriarity NM to the Lewis Antique Auto and Toy Museum. Heaven on earth...
The inside stuff....

a 427-8V powered 57 T-bird



Some of the treasures outside....








Give me the old stuff over the new...

Alas, all of these goodies were part of the museum and not for sale. We did spend about 4 hours there taking in the sights, even still...
The inside stuff....
a 427-8V powered 57 T-bird
Some of the treasures outside....
Give me the old stuff over the new...
Alas, all of these goodies were part of the museum and not for sale. We did spend about 4 hours there taking in the sights, even still...