You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
It Followed Me Home...Can I Keep It?
- Thread starter cmfisher4
- Start date
metalman
Oldtimer
I don't know how I made that photo go from my iPhone to the old Apple computer!")
The thicker steel will need some solid form material, steel is the best but some thick aluminum could work.
I have hammer formed many parts. Depending on the material I have made the forms with steel, aluminum, hard wood and even polycarbonate.
The thicker steel will need some solid form material, steel is the best but some thick aluminum could work.
I have hammer formed many parts. Depending on the material I have made the forms with steel, aluminum, hard wood and even polycarbonate.
Don:I am curious if you have looked at any of the aftermarket frames made by The Roadster Shop, Art Morrison, Detroit Speed, Speedtech etc. It seems they all break the rules you mention but I don’t recall hearing of a single failure of any of these frames/chassis. Perhaps it is because typical performance cars don’t usually see anything approaching 100 thousand miles over their useful life? Curious to hear your thoughts.
Edit: Here’s an example of the sort of frame I mentioned. Made up from welded flat plate. It’s very common.
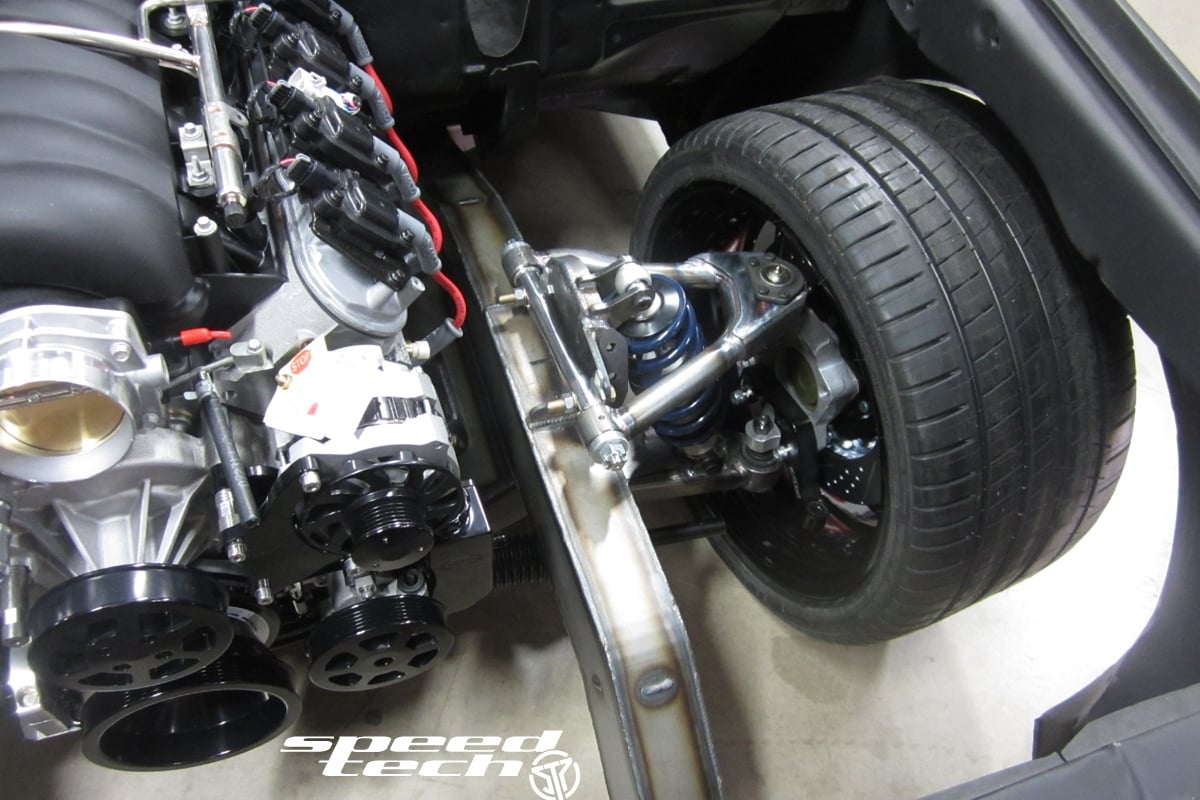
Going ExtReme With Speedtech Performance
We take a look at Speedtech's new ExtReme chassis, and find out why you need one of these under your ride.www.chevyhardcore.com
I’ll also add that the factory frames I have experience seeing have some atrocious looking welds, but then I am not a welding engineer.
Thanks,
Don
Using commercially available welding technology and known and vetted welding engineering practices for manufacturing either OEM or aftermarket performance type vehicle frames really boils down to evaluating about a dozen differing joining concerns and giving each a weighted importance factor. You hope that your choices and assumptions provide a low risk/reward ratio and at the lowest cost for the intended service application and point you in the right direction. Such design is usually 3.5 safety factor on design stresses used and assumed material being in their least strong condition. It works out with the "as delivered material strength properties" closer to 6 or higher. This is one reason why factory welds on many old and new factory vehicles can have porosity, undercut, underfill, non-uniform appearance etc. Their size and placement have low loading and they develop low stresses during their intended use and assumed average lifespan of being driven. They were typically corroded junk before weld fatigue gets the better of them. Detroit automakers used to have their proving grounds in many differing climates for good reasons. The ones in the winter at -30F provided a lot of validation quicker about what mattered with welded frames and any substandard appearing weld surfaces on them. The aftermarket companies you reference aren't apt to show any of their products being used in International Falls, MN during the winter--it's all warm sunshine use. That's about as benign as it gets. Performance "off the public road use for racing" seems to be the attraction and very shortened life use---a lot of the vetted welding engineering practices become moot--unless there is a fatality with such products. Many people very much want to believe their choice of welded connections in something like an aftermarket frame will behave in a manner just like they designed or engineered the components--best to torture test it to failure and see after ten million loading cycles.
The Speedtech attachment is interesting. There is a trend now wanting to plasma burn or laser burn on an automated program table all kinds of little pieces with "nesting" to save material and no concern about matching the grain direction of the parts being cut and weld them back together into some assembly. I'm not a fan of this. It creates its own set of problems--usually with being the highest cost, product inconsistency, and rework. Since all the temper colors from welding are shown on the nice clean steel of the frame, the enormous amount of welding indicates this assembly did not go into a stress relieving furnace after fabrication. That's the cheapest insurance you can do if you want something to remain in shape during use or you intend to machine it after that much welding on it. Would I want one of these if someone offered to give it to me?---------No, not unless they torture tested to failure and see if all their welding assumptions came to be.
Chris_Hamilton
Trying to be the best me, I can be
I don't know how I made that photo go from my iPhone to the old Apple computer!
The thicker steel will need some solid form material, steel is the best but some thick aluminum could work.
I have hammer formed many parts. Depending on the material I have made the forms with steel, aluminum, hard wood and even polycarbonate.
View attachment 26704Here is a crude sketch of the cross section describing the hammer form Chis explained:
Thanks for helping to clarify what I was trying to convey Ernie.
metalman
Oldtimer
I would go about it in a simple way.
Perhaps plug weld in some fish plates inside.
The "KISS" method.
The only thing I might recommend for someone choosing to go this route is to extend the leg down on your top formed piece so it welds into the trimmed down frame about in the middle of that frame's depth. That's one of the "neutral axis's" of the frames cross section. It is here that the loading stresses change from compression on the top to tension below. Essentially--no stress from weight loading. Shear and torsion--another matter but not the bad actor. The Art Morrison frames Don H. mentioned earlier in this thread all have the electric resistance weld (ERW) seam of the tubing oriented here--for good reason. It is also harder to tube bend with that weld seam on either the tension or compression side of the bend and end up with pieces being the same length after bending consistently. The ERW seam weld is about 8-14% stronger and stretches less in power assisted bending on a typical Pine bender or the like.View attachment 26704Here is a crude sketch of the cross section describing the hammer form Chis explained:
I can't speak for older vehicle weld checks but I retired from a place that stamped and assembled Ford Escape structural parts. I was in the weld reliability department and we were responsible for spot checking to make sure the parts were up to spec. These welds were almost 100% spot welds but there were a few mig welds on some of the parts. The welds on each part were divided into groups and no more than 10% of the welds in any group could be bad. There were welds called Delta welds in critical structural areas that had to be 100% good.
We checked these parts with an ultrasonic tester. Every 20th shift, a part was physically taken apart to verify by eye that the welds were good. I can say for a fact that the ultrasonic testers weren't 100% accurate. I have saw spot welds that read to be good but had absolutely no fusion whatsoever. I also saw them ship parts with bad Delta welds even though they were supposed to be 100% good.
We checked these parts with an ultrasonic tester. Every 20th shift, a part was physically taken apart to verify by eye that the welds were good. I can say for a fact that the ultrasonic testers weren't 100% accurate. I have saw spot welds that read to be good but had absolutely no fusion whatsoever. I also saw them ship parts with bad Delta welds even though they were supposed to be 100% good.
This is something easily overlooked. It is also used in wide wood boards, such as floor joists. a small hole in the middle doesn't reduce its strength.The only thing I might recommend for someone choosing to go this route is to extend the leg down on your top formed piece so it welds into the trimmed down frame about in the middle of that frame's depth. That's one of the "neutral axis's" of the frames cross section. It is here that the loading stresses change from compression on the top to tension below. Essentially--no stress from weight loading. Shear and torsion--another matter but not the bad actor. The Art Morrison frames Don H. mentioned earlier in this thread all have the electric resistance weld (ERW) seam of the tubing oriented here--for good reason. It is also harder to tube bend with that weld seam on either the tension or compression side of the bend and end up with pieces being the same length after bending consistently. The ERW seam weld is about 8-14% stronger and stretches less in power assisted bending on a typical Pine bender or the like.
I spent a few years at Fords Dearborn Engine plant in my youth, and saw a lot of quality control issues wayyyy back then.I can't speak for older vehicle weld checks
I also saw them ship parts with bad Delta welds even though they were supposed to be 100% good.
cmfisher4
Promoted Users
Holy cow, I'm overwhelmed. First, thank you everyone for your words of advice. I'm not sure I understand all of it, but let me digest. I have very little automotive experience, but I'm a retired Navy nuke and we were trained on metallurgy and fracture toughness / brittle fracture and all of that good stuff. I should be able to figure out all of the concerns. I'll come back when I have more questions (I'm sure I will).
But, again, thanks. That's why I love this place so much.
I put out a call on the Triumph forums to see if anyone has a sectional piece they'd be willing to sell from an old frame. In my research, this area doesn't normally rust out (more from the bottom). Maybe I'll get lucky...but if not...
Cheers
Chris
But, again, thanks. That's why I love this place so much.
I put out a call on the Triumph forums to see if anyone has a sectional piece they'd be willing to sell from an old frame. In my research, this area doesn't normally rust out (more from the bottom). Maybe I'll get lucky...but if not...
Cheers
Chris
Last edited:
metalman
Oldtimer
“The only thing I might recommend for someone choosing to go this route is to extend the leg down on your top formed piece so it welds into the trimmed down frame about in the middle of that frame's depth.”
The only issue with that hammer forming as we described, the “side” has to shrink as it wraps the corner in the angled part. The longer that side gets the harder it will be to make that corner. If a deeper return is desired it would be easier to have a length bent, pie cut and weld the top to fit the angle. In any method good quality full penetration welds are needed. The inside fish plate plug welded joint idea certainly would not hurt anything.
The only issue with that hammer forming as we described, the “side” has to shrink as it wraps the corner in the angled part. The longer that side gets the harder it will be to make that corner. If a deeper return is desired it would be easier to have a length bent, pie cut and weld the top to fit the angle. In any method good quality full penetration welds are needed. The inside fish plate plug welded joint idea certainly would not hurt anything.
cmfisher4
Promoted Users
Well, here's what I've got going so far. I haven't welded it in yet, but it fits pretty well. I've welded up the pie cuts with no problem and it's in primer now. Next time I'm over there, I should be able to weld it in.


Thanks again, everyone, for the help! I have worked on the fitment since I took these pics, so it fits much better than what you are looking at here.
Cheers,
Chris
Thanks again, everyone, for the help! I have worked on the fitment since I took these pics, so it fits much better than what you are looking at here.
Cheers,
Chris
cmfisher4
Promoted Users
Well, it's in. Maybe not my best welding in spots, but the plug welds were solid and I took my time to limit any warping. With the extra piece of frame on the inside, I'm pretty confident it'll be good. Hell, the Spitfire hasn't come apart yet and I sucked (well, sucked more) at welding when I did that!
.JPG")

Thanks, all!
Chris
Thanks, all!
Chris