MIG welding sheet metal....... First and foremost, you want a full penetration weld. Next, do what is needed for consistency and then, what you can do to lessen the amount of work required. As Chris stated above, I have used ER70S-7 wire and found it to lay MUCH, MUCH flatter than that of ER70S-6, which is what comes with most welders. The way I understand it the -7 contains a slight bit more Manganese for better wetting, ie: flowout of the weld puddle. So the flatter the weld, the less grinding. The unfortunate thing is that there are few US companies that produce this wire in .023 diameter, much less in an 11 lb spool needed for the welders used by most hobbyists. You can still get EZ Grind, and yes, it is expensive. In comparing EZG to -7, I found them comparable in weld flow out, but saw a bit more splatter with the EZ grind. You can find the -7 from Blue Demon, which is a product of China, so I would suggest test coupons with this or any welding wire change to best dial it in for your particular applications..
Here is some testing of welding wire, ER70S-7 welding wire from Blue Demon in .023 diameter. But also, we played with various heat settings..
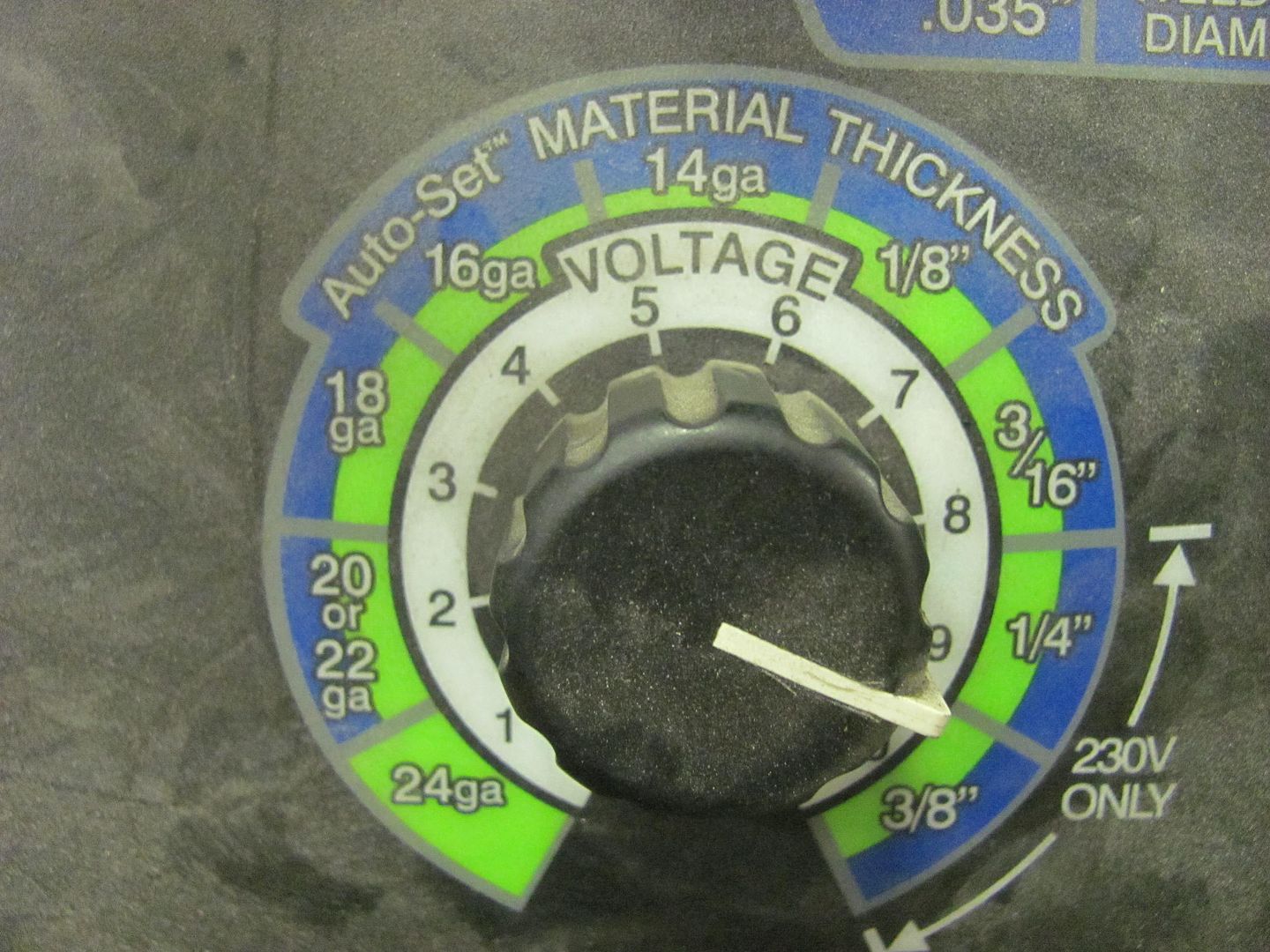
It has been my experience that heat control does not always equate to a turn of the dial on the heat setting.
I have a Miller 211 Mig, and here is the heat settings, and you can also see around the dial the "suggested" material thickness for said settings.
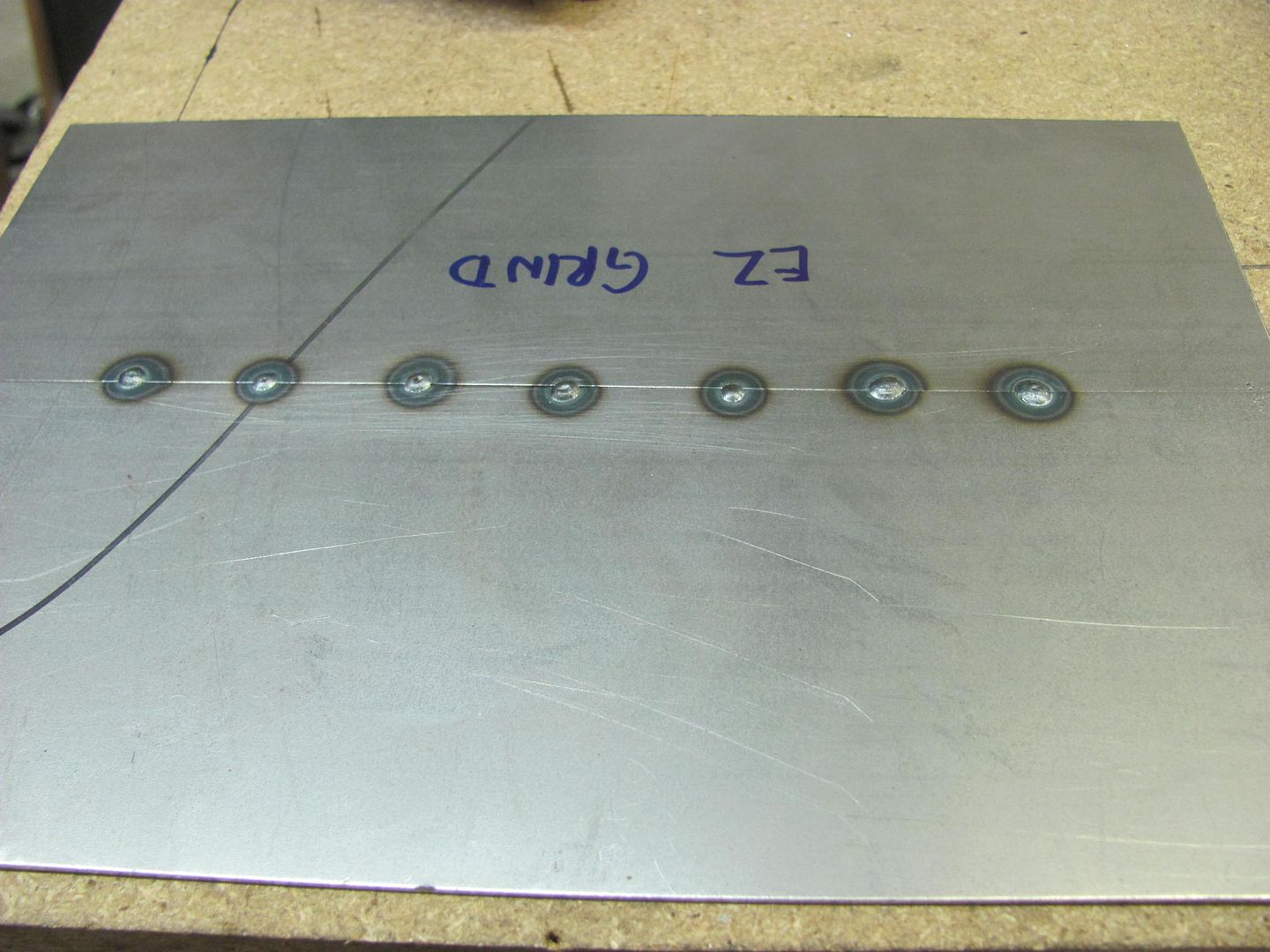
Before changing out the wire in the machine, lets do a test of the .023 EZ Grind wire.
rear view of weld penetration.....
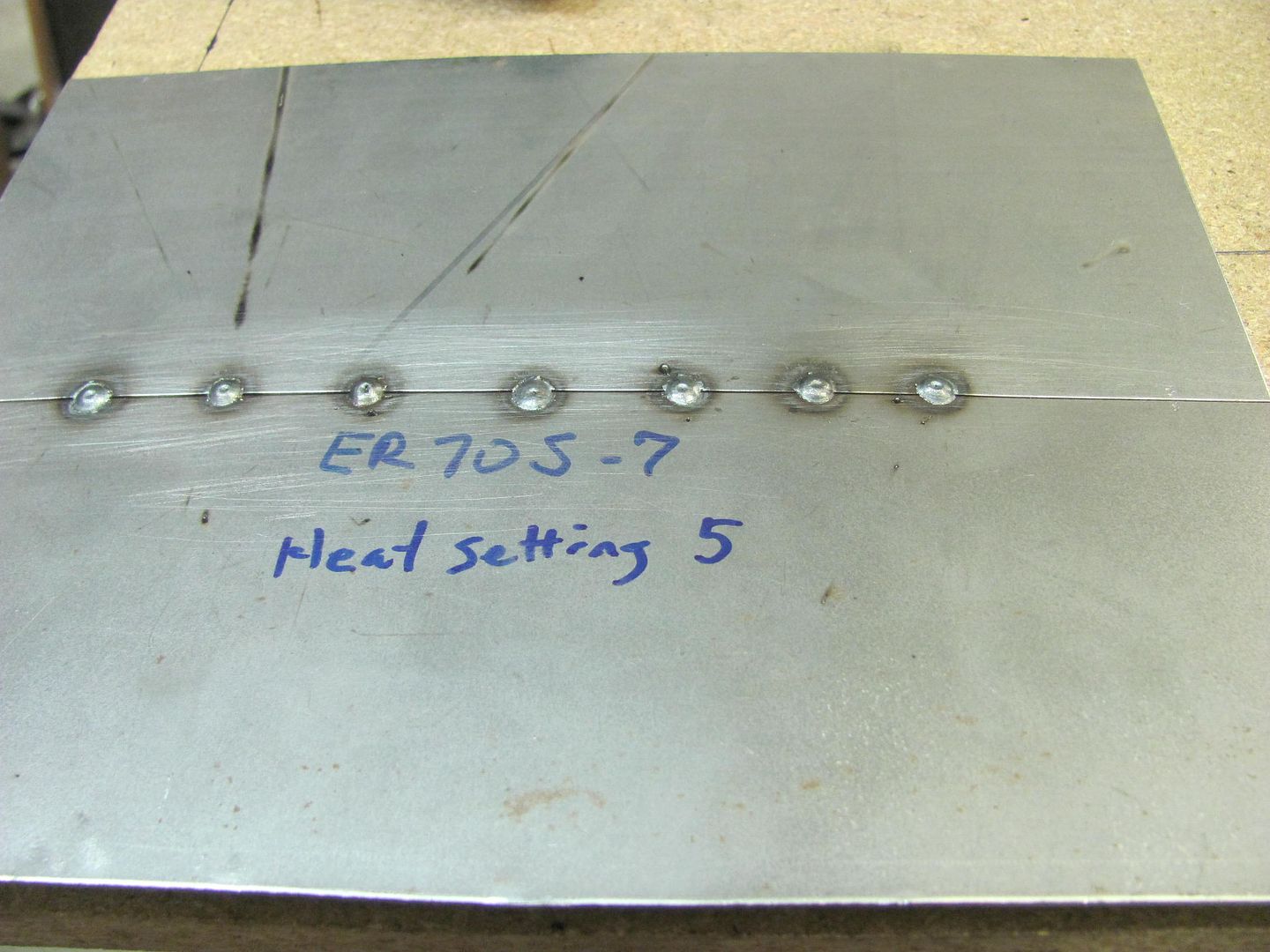
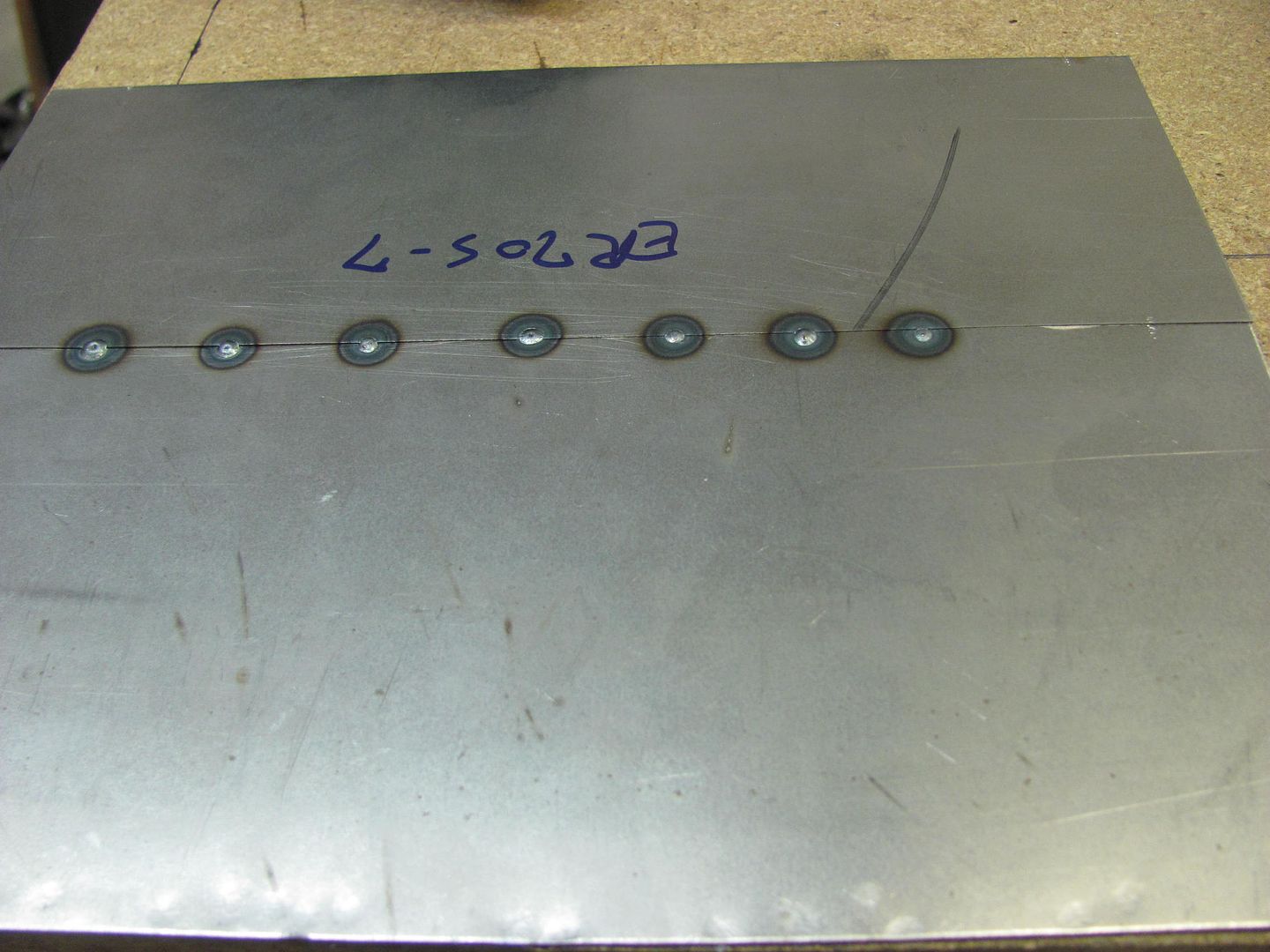
Then changed to the .023 ER70S-7 wire with no change in the heat settings...
rear view of weld penetration....
Even though we were using 19 ga (.041 thick) panels and the heat setting was for between 16 and 14 gauge, the welds looks like they are sitting a bit proud. There was good weld penetration, but looked like the weld was sitting a bit high. So lets turn up the heat to see if it helps any..
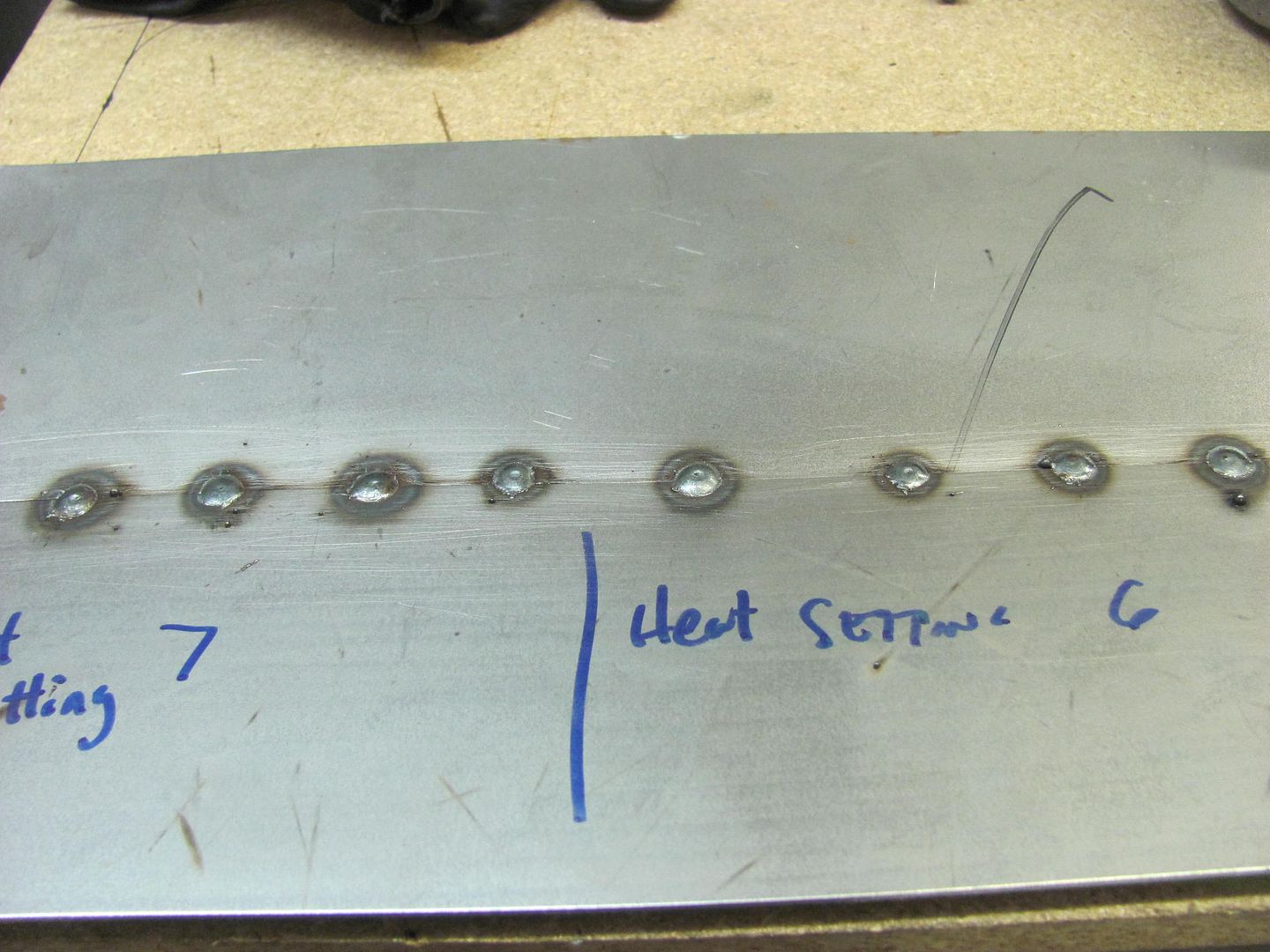
Heat set to 6 (14 ga - 1/8") and then 7 (1/8-3/16), still the S-7 wire
rear view of weld penetration....
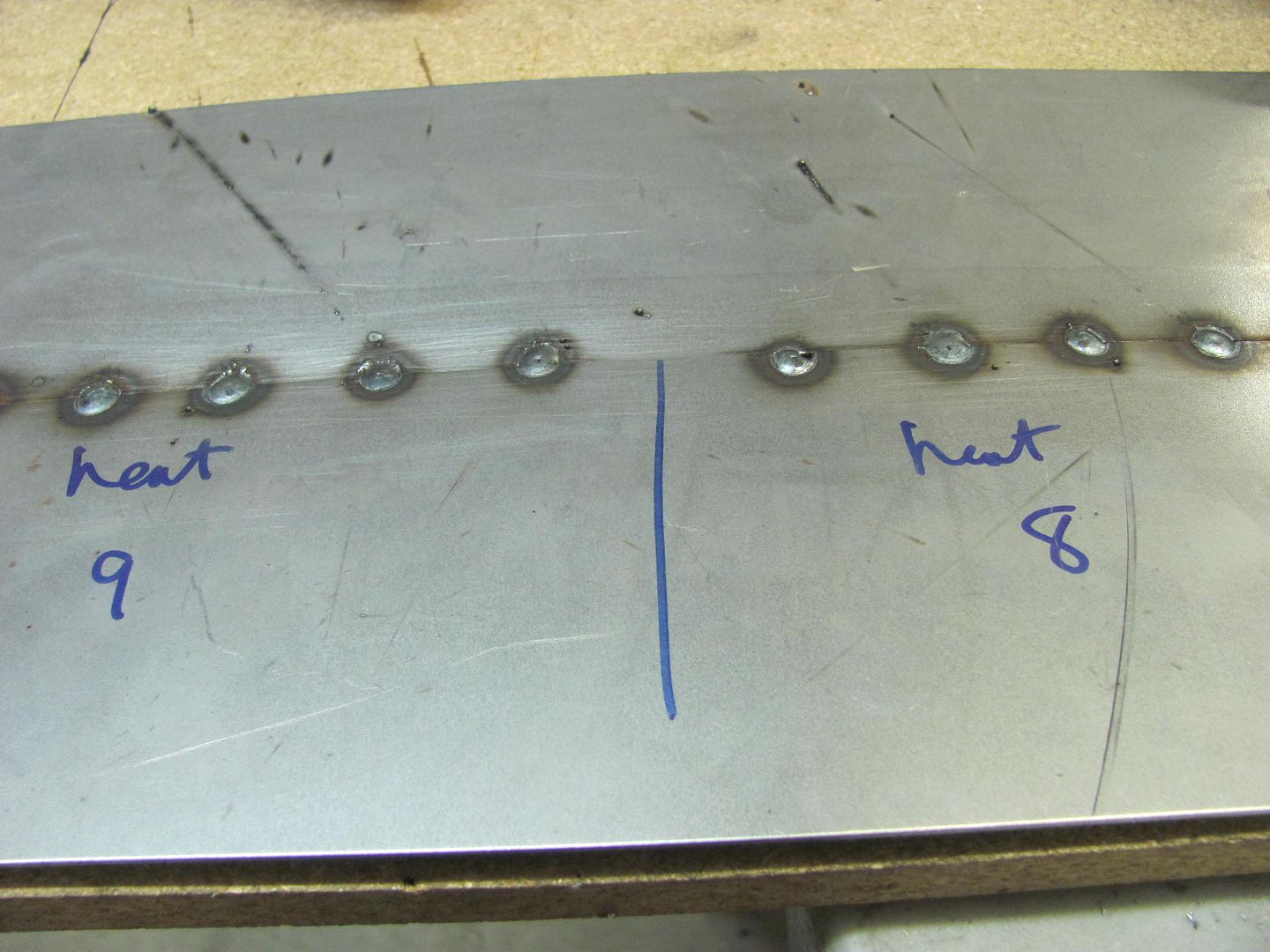
Heat set to 8 (3/16) and then 9 (1/4")
rear view of weld penetration...
The comparison between the EZ Grind and the S-7 was really negligible. The Blue Demon is a product of China, but is about our only choice for the S-7 as ESAB has seen fit to stop producing the .023 wire in S-7. The higher heat settings show what I've been saying on many forums,
don't be scared of turning up the heat. Set your machine for full penetration welds first and foremost, then fine tune from there. Even though we have higher heat, the weld size and ultimate heat seen by the panel is controlled by
length of time of trigger pull. But note that the higher heats MAY also give you a flatter weld, which should equate to less grinding needed to clean up the welds. Downside is that imperfect (gaps) butt joints may also result in blowing holes at these higher settings. All machines are different, even among the same model. My 211 may have different quirks that someone else's doesn't. Practice using weld coupons to dial in your machine before risking the good sheet metal on your project.